
 |
 |
| Left : The assembly situation of the mainwings |
Right : Planck on the back of the main wings |
(2)The notes on a design
You should make into one pair of structure right and lefteach the main wings which adopt stressed skin structure. When making a junction part because of the problem of manufacture or transportation unavoidably, the stress transfer method of the portion becomes an important point on a design/manufacture. If a junction part is made, the transfer course of twist stress will change since a skin becomes discontinuous in the portion. The insertion junction method like a pipe wings machine is not employable. We adopted the method of transmitting twist stress with spar and string?? arranged in the leading and the trailing edge. Sufficient consideration for the increase in the shearing stress by twist stress is required. In the portion which the skin is following, spar has supported bending and shearing stress, and in a junction part, the shearing stress increases by twist stress. The device to which it transmits to Spar and string?? from a skin, and stress transfer is smoothly performed through a junction part to string?? and Spar is important. In adoption of stressed skin structure, we thought that sufficient examination of a junction part was important from plan/design stage.
 |
 |
| Left : Completion situation of main wings and junction part | Right : Close up of the main wings junction part |
(3)The notes on manufacture
As notes on manufacture, GFRP processing skill has many difficulties by manufacture of a skin.
An test piece is made and practices of processing and manufacturing is needed.
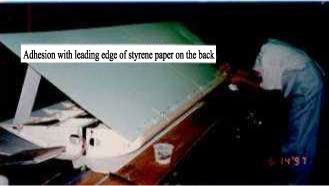
After we assembled the rib and acted as planck of the styrene paper,
we sanded the whole main wings, covered with glass crossing on it, and adopted the
method of spraying resin.
The resin used for GFRP processing selects the solvent which does not melt
styrene paper and used diluting to the concentration being able to spray,
the management technique of spray thickness and weight is a point.
 |
 |
| Left : Sanding | Right : arrangement of glass crossing |
[ The point of surface highly-accuracy and lightweight ]
"POINT.1"
Planck finishes and the surface of the styrene paper which attached
the trailing edge of styrene paper is sanded.
In this work,
plastic surgery(fairing???) and finishing are points within +-0.2mm
about the unevenness of the main wings surface.
The resin diluted with methanol was sprayed in GFRP processing. After spray
completion,
the resin sprayed too much is wiped off with a paper towel
.
Simultaneously,
the air between styrene paper and glass crossing is extracted
, and disorder of the crossing fiber is adjusted.
The wiping work of excessive resin is the point of lightweight.
"POINT.2"


Left : Spraying of resin
Right : Wiping of excessive resin and elimination of bubbles
