【人力飛行機に於けるストレススキン翼開発の背景】
人力飛行機に於けるストレススキン翼は、'85の
クレーマー・スピード賞の最終獲得機
“マスキュレアーⅡ”号が最も成功した例です。その後アメリカでは
“マラソン・イーグル”号や
“レイベン”号が採用しています。いずれも単桁のストレススキン構造で、スキンはフォーム材をグラスファイバーやカーボンファイバーでサンドイッチした複合構造が主流になっています。 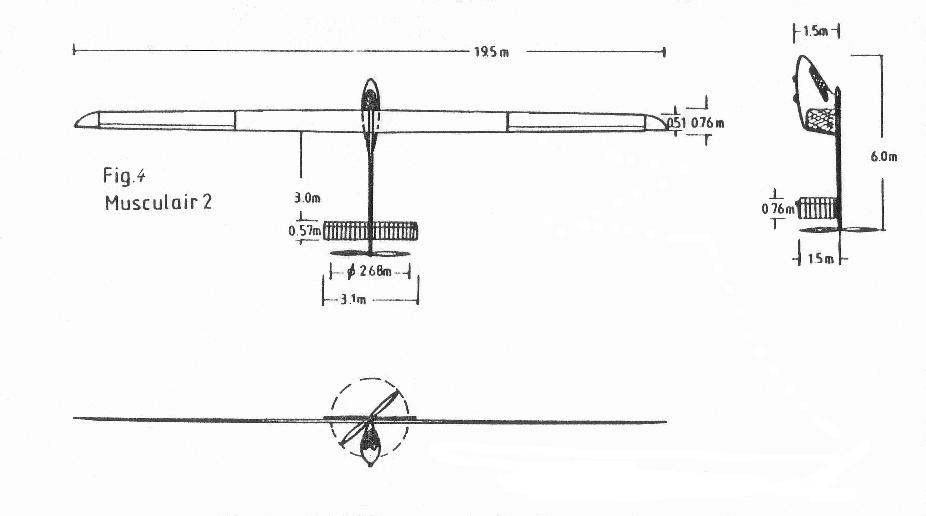 図1.マスキュレアーⅡ主翼断面図
(1) ストレススキン構造翼の採用理由
|
| ① | 主翼のアスペクト比が43.7に達すると、
1本のカーボンパイプに全ての 応力を負担させる単桁構造では、構造重量の増加が、著しく 構造効率が 低下する。 |
| ② | 同じく、曲げや捻り応力による変形が過大 になる。 |
| ③ | 同じく、主要構造材の過大な変形が、外皮にシワやタルミ等の変形を
生じ、 主翼効率が低下する。 |
| ④ | 旋回飛行では、空力弾性を利用した釣り合い旋回を計画しているが、 主翼を捻り制御する為に 高い捻り剛性が必要。 |

写真2.大アスペクト比のCHicK-2000
(2) CHicK-2000が採用したストレススキン翼の構造
通常のストレススキン翼は、雄型、雌型を用いて製作されています。我々が今回開発したストレススキン翼は、
① 機体がプロトタイプである
② 製作・保管・運搬・取り扱い上の制限が多い
③ 型の製作に膨大な時間と費用を要し、高度な工作精度の確保が必要
等の理由により、型を用いない製作方法を考案しました。

写真3.主翼製作中(リブの組み付け)
1. スパーとリブを配置
2. 外部をスチレンぺーパーでプランク
3. 更にその外部をGFRP加工
4. フイルム貼りで仕上げる
と言う
初歩的で製作しやすい構造
にまとめました。
 |
 |
| 写真4. 主翼製作中(プランク) | 写真5. 主翼接合部 |
(3)ストレススキン翼のデメリット
CHicK-2000が採用したストレススキン構造のデメリットを以下に掲げます。
① 材料のヤング率が、リブや外皮に用いている発泡スチロールで10の2乗(kg/c㎡)、スパーのフランジに用いているCFRP材で10の6乗(kg/c㎡)と、両者には1万倍以上の開きが有ります。このような材料を構造材に用いた
複合構造は、各々の材料の境界条件が複雑に関わり合い、静的荷重は勿論、動的荷重による変形予測が非常に難しい。
計算値と実験値の整合性は、スキンの加工技術や品質管理に依存します。


写真6. 載荷試験(1.0G載荷途中)
写真7. 載荷試験(1.0G載荷完了)
②
接合部の応力伝達方法が複雑に成ります。スキンの不連続位置で捻り応力の伝達経路が変化します。
CHicK-2000では
スパーと前・後縁に配置したステーで応力を伝達する方法を採用しました。
③ 製作に膨大な手間を要する。
④
スチレンペーパーにハンドレイアップでGFRP加工した厚さ0.5mmにも満たないスキンは品質のばらつきが大きく、重量管理や品質管理が非常に難しい。弾性定数や境界条件の設定も測定誤差が大きく、疑問が多いのが本音です。
⑤ 完成後の取り扱いが難しい(神経質)。
⑥この形式の複合構造の主翼は、荷重が解放された後に残留歪みが生じ易い。載荷試験で除荷後に4%の残留歪みを確認しました。
⑦ GFRP加工に浮きやフイルムに気泡が生じ、メンテナンスが厄介。

捻り試験(後縁側集中荷重)
⑧ スチレンぺーパーやバルサの吸水性が高く、吸湿による強度低下を招く。主翼表面が結露したり、ガス(霧)の中で機体の組み立てを行うと、主翼が吸湿し、強度の低下を招きます。ウエブにバルサを用いている事にも注意が必要です。現在、実用上の大きな問題は生じていませんが、⑦の主翼表面のGFRP加工が浮いたり、フイルムに気泡が生じたりする原因の一つとも考えられます。

主翼ツイストのエアーポンプを使ったテスト
⑨ 弾性軸の把握が難しい。飛行張線の取り付け位置や
空力弾性を利用した主翼の捻り制御には、
弾性軸の正確な把握が重要
です。


